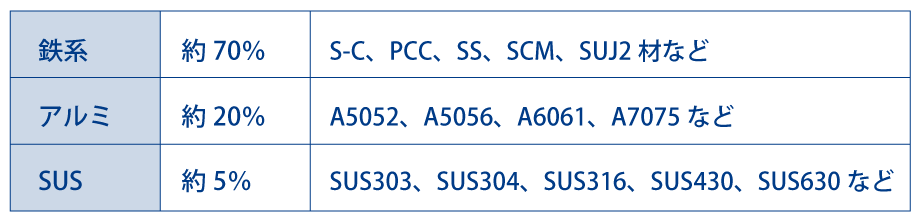
その他 チタン、インコネルなどの難削材や銅、真鍮など豊富な経験がございます。







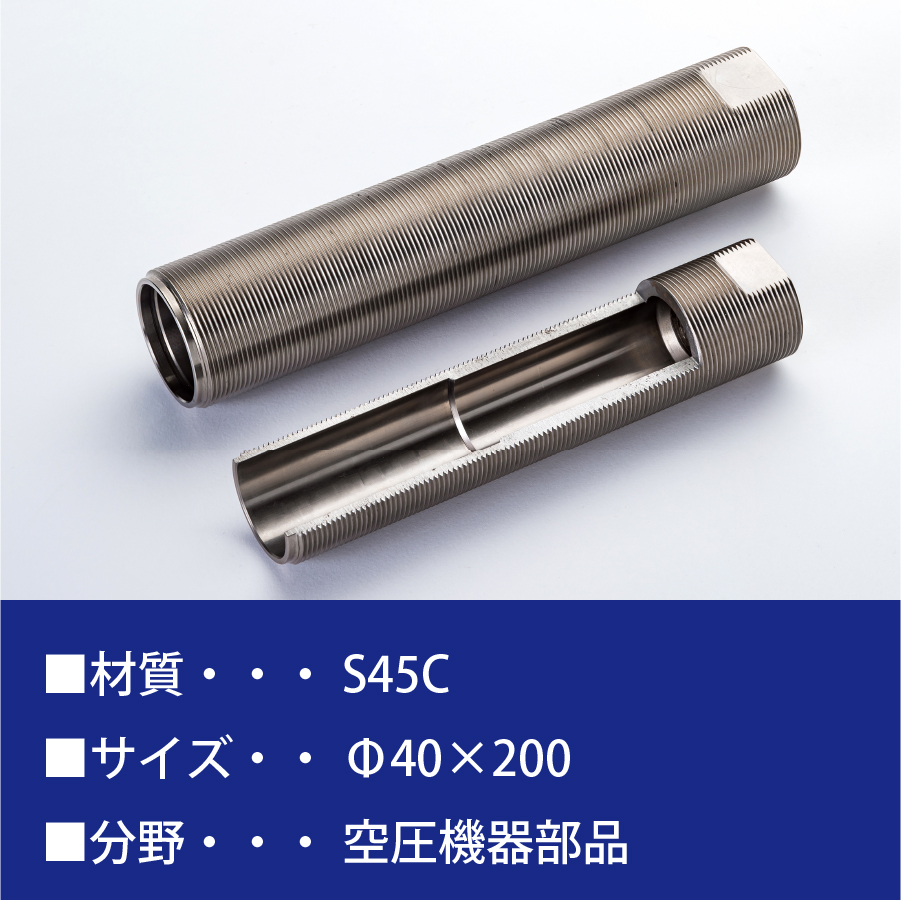
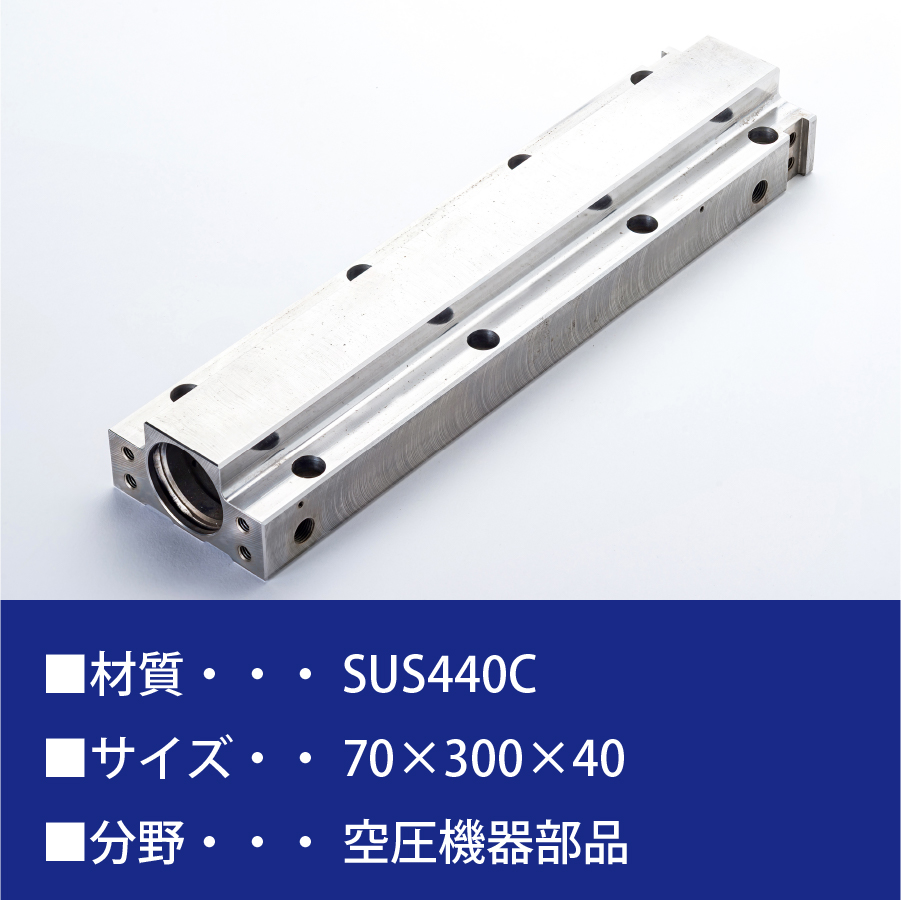


■深穴ボーリング加工技術
直径比1:10の止まり穴で表面粗さRa0.8以下でも品質安定
オリジナル防振工法を最大限に活かすため、より設備の高剛性化と工具および周辺機器の工法改善を融合させ、最適化を図りました。
その結果、最小直径の10倍でも安定的に切削加工対応できる加工ノウハウを習得し、これまで溶接構造であったものを「一体化」、「軽薄肉・中空化(軽量化)」、「高精度化(変形抑制)」、を達成しました。
【オリジナル防振工法】
a) 自社設計開発した製作の特殊材質を使用した防振バー
b) 製品材質(特殊材質・形状)に応じて、工具能力を最大限に引き出すノウハウ
c) 素材の応力を分散させるチャッキング技術および切削条件
d) 振れ止めに切粉が巻き込まれないための特殊カバーなど
a) 自社設計開発した製作の特殊材質を使用した防振バー
b) 製品材質(特殊材質・形状)に応じて、工具能力を最大限に引き出すノウハウ
c) 素材の応力を分散させるチャッキング技術および切削条件
d) 振れ止めに切粉が巻き込まれないための特殊カバーなど

■熱変形量を見込んだ切削加工技術の構築
材質別に外気温、製品温度、切削液温度を測定し、温度変化による変化量を集計したオリジナルのデータベースまとめ上げました。これにより、製品の狙い値に温度補正係数を乗じることでより狙い値どおりの繰り返し精度(ばらつき)を導き出すことでできるようになりました。



■難削材加工技術の向上で加工時間短縮
オリジナル防振ホルダーと切削液の親和性を追求し、インコネル材の加工条件を大幅に改善
当社オリジナルの難削材用防振ホルダーと市販品の防振ホルダーの性能試験を行いました。
品質工学(タグチメソッド)を活用し、難削材専用の切削液3種類別に加工条件(3パターン)を変えてインコネル材の加工条件を変え、切削性(加工時間短縮)と持久性(工具寿命UP)の最適化を図りました。
結果加工時間の30%の短縮し、工具寿命は約2倍になりました。
品質工学(タグチメソッド)を活用し、難削材専用の切削液3種類別に加工条件(3パターン)を変えてインコネル材の加工条件を変え、切削性(加工時間短縮)と持久性(工具寿命UP)の最適化を図りました。
結果加工時間の30%の短縮し、工具寿命は約2倍になりました。

■リニアガイドとボールねじの改造承ります
リニアガイドとボールねじの丈詰め加工をNSK様の認定工場として事業化
日本精工様のリニアガイドとボールねじの追加工品における認定工場になりました。
ガイドとねじの両方の認定工場になっているのは日本では当社だけです。
日本精工様のマザープラントで専門教育を受講し、知識・技術において個人に対して認定され、その後体制監査が行なわれ品質保証に関する仕組みにおいて会社が認定されてはじめて認定工場となります。
日本精工様と同等の品質保証をお約束することができます反面、ブランドを傷つけることのないように、常にインフラおよび技能の維持に努めております。
ガイドとねじの両方の認定工場になっているのは日本では当社だけです。
日本精工様のマザープラントで専門教育を受講し、知識・技術において個人に対して認定され、その後体制監査が行なわれ品質保証に関する仕組みにおいて会社が認定されてはじめて認定工場となります。
日本精工様と同等の品質保証をお約束することができます反面、ブランドを傷つけることのないように、常にインフラおよび技能の維持に努めております。

■丸材の歩留まり向上
トレパニング工法で抽出した芯材を再利用して、材料の歩留まり率を大幅に改善
トレパニング工法の加工バリエーションが増えました。
特殊鋼に加え、アルミ、ステンレスにも対応できるようになりました。
現在ではφ100、φ80、φ60の3種類の工具を保有しております。
最大加工長は材質によって異なるのでご相談ください。
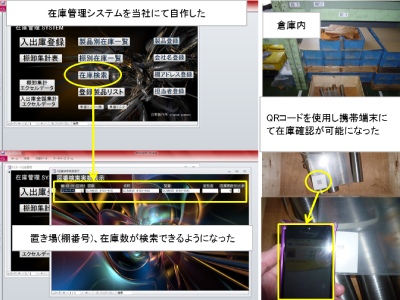
加工後に取り出される芯材もバーコード管理が可能となりトレースアビリティもとれますので、製品転用しても材料保証の心配はありません。
特殊鋼に加え、アルミ、ステンレスにも対応できるようになりました。
現在ではφ100、φ80、φ60の3種類の工具を保有しております。
最大加工長は材質によって異なるのでご相談ください。
加工後に取り出される芯材もバーコード管理が可能となりトレースアビリティもとれますので、製品転用しても材料保証の心配はありません。